Project Background & Pain Points
A 2×300MW coal-fired thermal power plant in Sulawesi, Indonesia has a total circulating cooling water treatment flow rate of 2600m³/h. The circulating water continuously provides constant-temperature cooling for condensers, turbine auxiliary machines and plate heat exchangers, acting as the core supporting system for 24-hour continuous operation of generator units.
The original side filtration system of the factory adopted traditional deep quartz sand filter tanks. During long-term operation, sediment, pipeline rust and algae slime continuously penetrate the filter layer, causing blockage of condenser heat exchange pipelines and continuous decline of heat exchange efficiency. The circulating water is sourced from river surface water, with the maximum influent suspended solids reaching 180mg/L in rainy seasons. Traditional deep sand filters feature slow filtration speed and high backwashing water consumption, and fine impurities easily penetrate the filter layer into the rear pipe network.
Operation data shows the condenser must be shut down, disassembled and cleaned with high-pressure water every 28 days, with each shutdown lasting 8 hours. The generator unit operates under reduced load, causing production losses exceeding 400,000 RMB per shutdown. Old sand filter tanks require regular manual filling and replacement of quartz sand, with 2 full-time staff assigned to replace filter materials monthly, resulting in high labor and consumable costs. Traditional equipment has no fully automatic differential pressure triggered backwashing function and relies on manual timing start-stop backwashing without real-time water quality fluctuation monitoring. Multiple sand filter tanks need synchronous shutdown for backwashing, leading to instant surge of circulating water turbidity and threatening the safe operation of precision turbine auxiliary machines. The client urgently needed a shallow sand filtration scheme with smaller footprint, fully automatic online backwashing, no shutdown and direct compatibility with old sand filter tanks to solve three major pain points: heat exchanger blockage, frequent shutdown and high operation costs.
Customized LEFILTER Solution
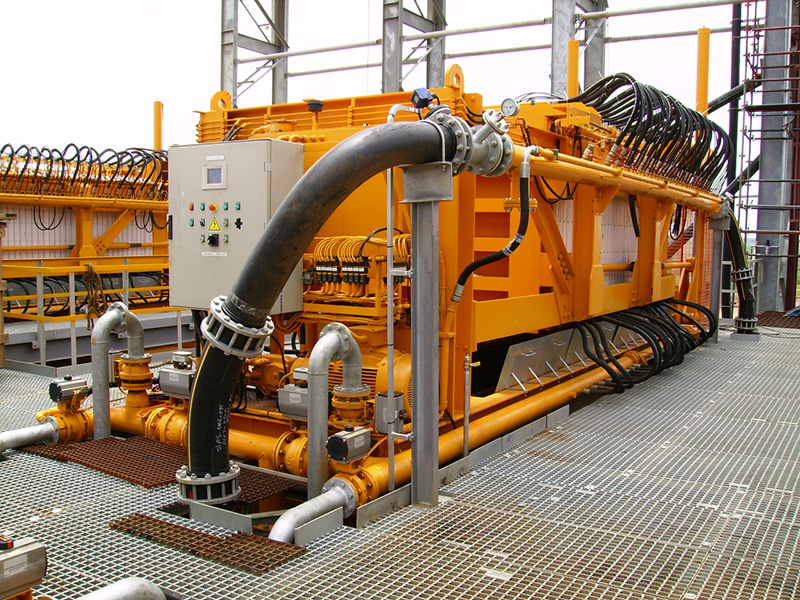
Targeting the plant’s 2600m³/h large-flow circulating water working condition, high-sediment influent and non-stop production requirements, LEFILTER overseas technical team completed on-site hydraulic condition survey and deployed a modular parallel side filtration system consisting of 6 sets of LF-S series Shallow Sand Filters to replace the original deep sand filter tanks on-site without large-scale civil engineering reconstruction.

The equipment adopts carbon steel anti-corrosion tank body with thickened anti-corrosion coating to adapt to Indonesia’s high-temperature and humid water environment. The internal 0.6m homogeneous quartz sand shallow filter material is matched with uniform water distribution and collection structure, achieving a filtration speed up to 20m/h. The treatment flow rate under the same floor area is twice that of traditional sand filters, saving 45% of machine room space. Each tank is equipped with an independent multi-functional automatic backwashing valve, adopting dual trigger modes of differential pressure and time for backwashing. Each tank conducts separate flushing in rotation without interrupting the main circulating water supply during flushing. The equipment is equipped with PLC intelligent control cabinet and reserved Modbus communication interface for seamless connection with the power plant’s DCS central control system. Operators can view real-time turbidity, inlet & outlet differential pressure, backwashing records and fault alarms in the central control room and realize remote parameter adjustment.
The complete shallow sand filtration system only uses clean filtered water for backwashing without supporting special backwashing water pumps, greatly cutting energy consumption. Standard flange interfaces directly connect to the original circulating water main pipe, halving construction period. Supported by the company’s large-scale production capacity, all equipment completes factory procedures including solution confirmation, anti-corrosion processing, factory inspection and ocean delivery within 10 days to guarantee rapid technical transformation and commissioning of the power plant.
Differentiated Core Advantages (Delivery & Intelligence)
The modular multi-unit parallel design enables independent backwashing of single tanks while other units keep filtering, maintaining uninterrupted supply of circulating cooling water throughout the process and perfectly matching the 24-hour non-stop power generation working condition of power plants. The shallow filter material structure delivers high filtration speed and low pressure loss to reduce energy consumption of circulating water pumps. The fully automatic multi-functional valve has no vulnerable mechanical structures with a service life over 10 years and requires no frequent maintenance or replacement. The intelligent central control system realizes unattended operation and automatically records operation data to facilitate energy consumption and water quality account management of the power plant. The tank anti-corrosion process adapts to tropical high-temperature and high-humidity environments with excellent rust and algae adhesion resistance. Backwashing water consumption is only 30% of traditional deep sand filters with prominent water-saving advantages. The overall height of the equipment is low without large operation platforms, reducing comprehensive civil engineering and installation cost by 30%.

Operating Effects & Client Benefits
The shallow sand filters have run stably for 13 months with fully qualified filtration performance. With influent suspended solids ≤180mg/L, the overall turbidity of circulating water after side filtration is stably controlled within 4NTU. The blockage frequency of pipe networks and condensers drops by 91%, and the condenser disassembly and cleaning cycle extends from 28 days to 90 days, reducing annual unit load-reduction production losses by 5.2 million RMB. Fully automatic backwashing eliminates manual filter material replacement and manual flushing operation, cutting full-time maintenance staff to 1 and saving 320,000 RMB annual labor and filter material costs. Backwashing water consumption is drastically reduced, saving 96,000 tons of circulating water for the factory every year and complying with Indonesia’s industrial water-saving policies.
Improved pipeline fluidity restores condenser heat exchange efficiency, cutting overall coal consumption of the unit by 0.9% and saving 950,000 RMB annual coal procurement costs. The complete shallow sand filtration system integrates advantages of large flow rate, full automation, water saving and small footprint, fully fulfilling the power plant’s renovation goals of stable power generation, energy conservation and cost reduction, serving as a benchmark shallow sand filtration project for thermal power circulating water in Southeast Asia.